Detergent Manufacturing Business

Detergent Manufacturing Business
Detergent Manufacturing Business: This Article is composed by the administrative team.
Table of Contents
- History
- Raw Materials
- Adding further into Raw materials
- The Manufacturing Process
A- The blender process
B- The agglomeration process
C- The slurry method
D- Liquid detergent - Reaction chemistry of the production process
- Types of Detergents by their Chemistry
I- Nonionic detergents
II- Cationic detergents
III- Ampholytic detergents - Finishing synthetic detergents
- Quality Control
- Byproducts
- Recourses and Links
1- History
The initial soaps used to be manufactured in old times via a variety of techniques, usually by boiling fats and ashes. Archaeologists searching for ancient history have observed evidence showing that such soaps were used as far back as 2800 B.C. By the 2nd century A.D., the people of Rome started regularly making soap, which they had probably begun to produce even earlier.

Detergent Manufacturing Business
2- Raw Materials
People usually refer to laundry detergent as “soap,” it is in fact a synthetic combination that works much like soap, after a few major enhancements. Soap washes and cleanse because its molecule consists of a hydrocarbon chain and a carboxylic group that perform two important functions. The Carboxylate end of the soap molecule is hydrophilic, so it is attracted to water, whilst the Hydrocarbon end of the molecule is both hydrophobic (repelled by water) and lipophilic (attracted to the oil and grease in dirt). While the hydrophobic or lipophilic end of a soap molecule attaches itself to dirt and on the other hand hydrophilic end attaches itself to water. The dirt attached to the carboxylate end of the molecule is chemically dragged away from the clothes being cleaned and into the wash water. Proper stirring and rinsing the clothes enhance the cleansing process.
The significant trouble with utilizing detergent soap to tidy clothing shows up when it is utilized in hard water, a water that is plentiful in regular minerals, for example, calcium, magnesium, iron, and manganese. At the point when these synthetic substances respond with cleanser, they structure an insoluble curd called a precipitate. Hard to flush out, the precipitate leaves noticeable deposits on clothes and makes the fabric feel stiff. Even water that is not hard will eventually produce precipitates over a period of time.
While the hydrocarbons utilized in soap generally come from plants or animals, those utilized in detergent are often derived from petroleum or crude oil. Adding vitriol (Sulfuric Acid/ H2SO4) to the processed hydrocarbon produces a molecule almost like the fatty acids in soap. The addition of an alkali to the mixture creates a surfactant molecule which will not bond with the minerals in hard water, thus avoiding the buildup of precipitates.
In addition to a surfactant, modern detergent contains several other ingredients. Among the foremost significant are builders, chemicals which serve several purposes. Most significantly, they increase the efficiency of the surfactant. They also isolate minerals in the hard water, meaning that they hold them in solution, preventing them from precipitating out. Furthermore, builders can emulsify oil and grease into tiny globules which will be washed away. Some, like soluble glass or sodium silicate (Na2O), inhibit corrosion and help assure that the detergent won’t damage a washing equipment. Still other builders contribute to the chemical balance of the wash water, ensuring that it conduces to effective washing.
Modern detergents have several other ingredients including anti-re-deposition agents, chemicals that help prevent soil from settling back on washed clothes. Fluorescent whitening agents also are common. By converting invisible ultraviolet into visible blue light, these help to take care of brightness or whiteness. Oxygen bleaches like sodium perborate improve the detergency of the mixture, especially in low-phosphate or no-phosphate products, also as helping to get rid of some sorts of stains. Processing aids like sodium-sulphate (Na2SO4) also are wont to prevent caking and to standardize product density.
Enzymes and perfumes also are found in commercial detergents. Enzymes (a sort of protein) break down some stains to form them easier to get rid of and are an important ingredient in various pre-soak products won’t treat heavily soiled clothes before laundering. Perfumes or fragrances cover the odour of the dirt and any chemical smell from the detergent itself. Suds control agents even have a task in detergents—too many suds can cause mechanical problems with a washer.
3- Adding further into Raw materials
Fatty alcohols are important raw materials for anionic synthetic detergents. Development of commercially feasible methods within the 1930s for obtaining these provided an excellent impetus to synthetic-detergent production. The primary fatty alcohols utilized in the production of synthetic detergents were derived from body oil of the sperm or bottle-nosed whale (sperm oil). Efforts soon followed to derive these materials from the less costly triglycerides (coconut and palm kernel oils and tallow). The primary such process, the Bouveault-Blanc method of 1903, long utilized in laboratories, employed metallic sodium; it became commercially feasible within the 1950s when sodium prices fell to acceptable levels. When the chemical processing industry developed high-pressure hydrogenation and oil-hardening processes for natural oils, detergent manufacturers began to adopt these methods for reduction of coconut/ copra oil, palm kernel oil, and other oils into fatty alcohols. Synthetic fatty alcohols are produced from ethylene; the method, referred to as the Alfol process, employs diethylaluminum hydride.
Soon after the great World War II, another raw material, alkylbenzene, became available in huge quantities. Today it’s the foremost important raw materials for synthetic detergent production; about 50 per cent of all synthetic detergents produced within the USA and Western Europe are established on it. The alkyl molecular group has within the past usually been C12H24 (tetrapropylene) obtained from the petrochemical gas propylene. This molecular group is attached to benzene by a reaction called alkylation, with various catalysts, to make the alkylbenzene. By sulfonation, alkyl benzene sulfonate is produced; marketed in powder and liquid form, its excellent detergent and cleaning properties and produces high foam.
An undesirable effect of the alkylbenzene sulfonates, in contrast to the soap and fatty-alcohol-based synthetic detergents, has been that the massive quantity of foam they produce is difficult to remove away. This foam remains on the surface of wastewater because it passes from towns through drains to sewers and sewage systems, then to rivers, and eventually to the sea. It’s caused difficulties with river navigation; and, because the froth retards biological degradation of organic material in sewage, it caused problems in sewage-water regeneration systems. In countries where sewage water is employed for irrigation, the foam was also a drag. Intensive research within the 1960s led to changes within the alkylbenzene sulfonate molecules. The tetrapropylene, which features a branched structure, was replaced by an alkyl consisting of a straight carbon chain which is more easily weakened and broken by bacteria.
4- The Manufacturing Process
Although there are 3 ways of producing dry detergent, only two are commonly used today. Within the blender process favoured by smaller companies, the ingredients are mixed in large vats before being packaged. The machines used are very large: a standard blender holds 4,000 pounds (1,816 kilograms) of mixed material, but the blenders can accommodate loads starting from 500 to 10,000 pounds (227 to 4,540 kilograms). By industry standards, these are small batches that the blender process is right. While some settling may occur, the resulting detergent is of top quality and may compete with detergents made by other processes. The second commonly used method of production is named the agglomeration process. Unlike the blender process, it’s continuous, which makes it the selection of very large detergent manufacturers. The agglomeration process can produce between 15,000 and 50,000 pounds (6,800 and 22,700 kilograms) of detergent per hour. Within the third method, dry ingredients are blended in water before being dried with hot air. Although the resulting product is of top quality, the fuel costs and engineering problems related to venting, reheating, and reusing the air have led to the aforementioned method being largely replaced by agglomeration.
A- The blender process
4.1- First, ingredients are loaded into one among two machines: a tumbling blender or a ribbon blender. The tumbling blender, shaped sort of a rectangular box, is turned and shaken from outside by a machine, while the ribbon blender may be a cylinder fitted with blades to scrape and blend the ingredients. After the ingredients inside the blender are mixed, a doorway at rock bottom of the bowl is opened. With the blender still agitating the ingredients, the combination is allowed to run out onto a conveyer belt or other channelling device. The belt then moves the detergent to a different area of the factory where it is often dropped into boxes or cartons for delivery to wholesalers or distributors.
B- The agglomeration process
4.2- During this method, dry ingredients for a detergent are first fed into an outsized machine referred to as a Shuggi agglomerator (Shuggi is that the manufacturer). Inside the agglomerator, sharp, whirling blades mix the substances to a fine consistency; the method resembles food being textured inside a Food processor machine.
4.3- After the dry ingredients are blended, liquid ingredients are sprayed on the dry mix through nozzles fitted into the agglomerator’s walls. The blending continues, causing an exothermic (heat-producing) reaction to occur. The resulting mixture may be a hot, viscous liquid almost like gelatin that hasn’t hardened.
4.4- Next, the liquid is allowed to effuse of the agglomerator. Because it leaves the machine, it collects on a drying belt where its own heat, exposure to air, and hot air blowers render it friable easy to crush or crumble. The newly made detergent is then pulverized and pushed through sizing screens that make sure that no large lumps of unmixed product leave to the market. The results of this process may be a dry detergent made from granules of the mixed detergent.
C- The slurry method
4.5- In this process, ingredients are dissolved in water to make a slurry. With a pump, the slurry is blown through nozzles inside the highest of a cone-shaped container as hot, dry air is simultaneously forced into base of the cone. Because the slurry dries, “beads” of dry detergent fall to rock bottom of the cone, where they will be collected for packaging.
D- Liquid detergent
4.6- If the detergent is to be liquid instead of powder, it’s simply mixed back in, after all ingredients are blended, with a blend consisting of water and various chemicals referred to as solubilizers. The solubilizers help the water and detergent blend together more fully and with evenly
5- Reaction chemistry of the production process

Detergent Manufacturing Business
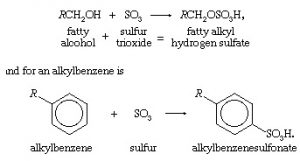
The organic compounds (fatty alcohols or alkyl-benzene) are transformed into anionic surface-active detergents by the method called sulfonation. Sulfation is that the chemically exact term when a fatty alcohol is employed and sulfonation when alkyl-benzene is employed. The difference between them is that the detergent produced from a fatty alcohol features a sulfate molecular group (OSO3Na) attached and therefore the detergent produced from an alkylbenzene features a sulfonate group (SO3Na) attached on to the benzene ring. Both products are similarly hydrophilic (attracted to water).
Recent sulfonation methods have revolutionized the industry; gaseous sulfur trioxide now widely attaches the sulfonate or sulfate group. The sulfur trioxide could also be obtained either by vaporizing vitriol (Sulphuric Acid) anhydride (liquid stabilized SO3) or by burning sulfur and thus converting it to sulfur trioxide.
The basic reaction for a fatty alcohol is:
Detergent Manufacturing Business
R in both Above reactions represents a hydrocarbon radical.
Research on the part of the petrochemical industry has evolved new anionic synthetic detergents, like directly sulfonated paraffinic compounds alpha-olefins, for instance. Paraffins are transformed directly into sulfonates by treatment with sulphur dioxide (Sulfonates) and air employing a catalyst of radioactive cobalt.
6- Types of Detergents by their Chemistry
I- Nonionic detergents
The most important nonionic detergents are obtained by condensing compounds having a hydrophobic molecular group, usually a hydroxyl (OH) group, with ethylene oxide or propylene oxide. The foremost usual compounds are either alkylphenol or a long-chain alcohol having a hydroxyl (OH or HO-) at the top of the molecule. During the condensation reaction, the ethylene oxide molecules form a sequence which links to the hydroxyl (OH or HO-). The length of this chain and therefore the structure of the alkylphenol or alcohol determine the properties of the detergent.
The reaction may happen continuously or in batches. It’s strongly exothermic (heat-producing), and both ethylene and propylene oxide are toxic and dangerously explosive. They’re liquid only struggling. Hence, synthesis of those detergents requires specialized, explosion-proof equipment and careful, skilled supervision and control.
Other nonionic detergents are condensed from fatty acids and organic amines. They’re important as foam stabilizers in laundry detergent preparations and shampoos.
Some nonionic synthetic detergents may cause problems with unwanted foam in wastewater systems; the matter isn’t as serious like anionic synthetic detergents, however.
II- Cationic detergents
Cationic detergents contain a long-chain cation that’s liable for their surface-active properties. Marketed in powder form, as paste, or in the aqueous mixture, they possess important wetting, foaming, and emulsifying properties but aren’t good detergents. Most applications are in areas during which anionic detergents can’t be used. Cationic-active agents are used as emulsifying agents for asphalt within the surfacing of roads; these emulsions are expected to “break” soon after being applied and to deposit an adhering coat of asphalt on the surface of the stone aggregate. These agents absorb strongly on minerals, particularly on silicates, and thus make a robust bond between the asphalt and therefore the aggregate. Cationic detergents also possess excellent germicidal properties and are utilized in surgery in dilute form.
III- Ampholytic detergents
Ampholytic detergents are used for special purposes in shampoos, cosmetics, and within the electroplating industry. They’re not consumed in large quantities at the present.
7- Finishing synthetic detergents
The largest quantities of synthetic detergents are consumed within the household within the sort of spray-dried powders. They’re produced from an aqueous slurry, which is ready continuously or in batches and which contains all the builder components. Builders, consisting of certain alkaline materials, are almost universally present in laundry soaps. These materials give increased detergent action. the foremost important is soluble glass (Na2O) (water glass), washing soda – Na₂CO₃ (soda ash), and various phosphates; the latter have contributed to the matter of wastewater pollution by contributing nutrients which sustain undesirable algae and bacteria growth, and far work is being done to seek out acceptable builders which can replace, a minimum of partially, phosphates. The slurry is atomized in heat to get rid of practically all the water. The powder thus obtained consists of hollow particles, called beads that dissolve quickly in water and are practically dust-free. Another portion of the syndets is transformed into laundry detergent products and used primarily for hand dishwashing. Although syndet pastes are seldom produced, solid products, manufactured within the same way as a toilet or laundry soap, are sold in increasingly greater quantity. Sodium perborate is usually added to the spray-dried beads to extend cleaning power by oxidation. Enzymes could also be added also. Many modern washing powders combine synthetic detergents, anionic and nonionic, with soap to offer maximum efficiency and controlled foam to be used in household washing machines.

Detergent Manufacturing Business
8- Quality Control
Manufacturers constantly monitor the standard of their detergents, and that they utilize equivalent testing methods to assess the effectiveness of the latest products. In one method, light is shined onto a bit of cloth that has been soiled then washed within the test detergent. The amount of shine reflected, compared to the quantity reflected by a sample of the first fabric, maybe a measure of cleanliness. A reflection rate of 98 per cent is taken into account quite good and indicates that the detergent has cleaned properly.
Another method involves laboratory burning of a little amount of fabric that has been soiled then laundered. The mass of the ashes, plus the mass of the gaseous results of the burning, reveal what proportion of the dirt remained within the fabric after laundering. A result that’s much above a clean test sample indicates that a big amount of dirt was retained within the laundered sample. Naturally, the goal is to return as on the brink of the mass of a clean control sample as possible.
9- Byproducts
In recent years, the detergent industry (Detergent Manufacturing Business) has been faced with two environmental challenges, both of which have seem to been addressed successfully. Environmentalists were concerned that phosphate builders added large amounts of phosphorous compounds to the nation’s waterways. Acting as a fertilizer, the phosphorus stimulated the expansion of algae, and these unnaturally large crops of algae significantly depleted the quantity of dissolved oxygen in the water. This decrease in free oxygen harmed other marine life, thus threatening to disrupt normal ecological patterns.
This problem, and therefore the environmental pressure and legislation it prompted within the late 1960s, led manufacturers to develop effective builders that didn’t contain phosphates. Today, detergents sold in many nations are phosphate-free. Although this adjustment didn’t entail a change within the manufacturing process, it did require a search effort that took several months to plan a satisfactory alternative.
An earlier environmental problem was that of excess detergent foam appearing within the nation’s waterways. Within the early 1950s, when home use of washing machines and laundry detergents grew at an explosive rate, there have been several instances of huge amounts of froth appearing in rivers and streams, although detergent might not are the sole reason for the foaming. Over a period of 5 years, from 1951 to 1956, it had been found that a standard surfactant, ABS (alkyl-benzene sulfonate), the detergent ingredient that contributed to foaming, was responsible. ABS’s complex molecular structure didn’t biodegrade rapidly enough to stay it from foaming once washing water was discharged. A proven replacement wasn’t immediately available. Beginning in 1956, however, manufacturers replaced ABS with LAS (linear alkylate sulfonate), which biodegrades rapidly, and since that point, LAS has been the first foaming agent in detergents.
Read More: 70 Plus Business Ideas in Chemistry
Read More: How to Start a Small Scale Chemical Business
10- Recourses and Links
Credits & Citations:
Detergent Manufacturing Business Blogs / Articles;
- http://www.madehow.com/Volume-1/Laundry-Detergent.html
- https://www.britannica.com/science/soap/Raw-materials
Other Sources:
On Detergent Manufacturing Business;
4 Responses
Hi, I do think this is an excellent website. I stumbledupon it 😉 I am going to return once again since I saved as a favorite it. Money and freedom is the best way to change, may you be rich and continue to help other people.
Great job sir
Thanks
Thanks appreciated!
Comments are closed.